
1. Какво е заварен цилиндър?Цевта е заварена директно към крайните капачки, а отворите са заварени към цевта.Уплътнението на предния прът обикновено е завинтено с болтове или резба в цевта на цилиндъра, което позволява модулът на буталния прът и уплътненията на пръта да бъдат отстранени за обслужване.Заварените хидравлични цилиндри имат редица предимства пред цилиндрите на напречната щанга.Въпреки че цилиндрите на напречната щанга могат да бъдат по-евтини за производство, те обикновено се считат за артикули „от рафта“ и имат ограничени възможности по отношение на възможностите за персонализиране.Освен това са по-малко издръжливи от заварените цилиндри.Заварените цилиндри на тялото могат да бъдат проектирани по поръчка за специфични приложения.Заварените бутилки също имат превъзходни уплътнителни пакети, които могат да помогнат за увеличаване на продължителността на живота на бутилката и могат да бъдат от полза, когато бутилката ще се използва на места, които включват замърсители и атмосферни влияния.От естетична гледна точка цилиндрите със заварени корпуси имат по-ниски профили от цилиндрите на напречната щанга и могат да подобрят външния вид на оборудването, върху което се използват.Тъй като са по-тесни от техните еквиваленти на напречна щанга, заварените хидравлични цилиндри работят добре в приложения, при които пространството е фактор.
2. Как да контролираме качеството на заваряване по време на масово производство?
Заваръчно оборудване;Подгответе пробата за заваряване стриктно в съответствие с предварително определените изисквания на процеса: предварително нагряване, заваряване, запазване на топлината и подготовка на пробата за заваряване.И изработване на карта на заваръчния процес, която да осигури основата за изпълнение на заваряването;Заваръчните материали, заваръчната тел и заваръчният газ са еднакви материали, стабилна производителност, висока чистота на газа и точни съотношения;Лице заварчик, необходимо е да притежава свидетелство за заварчик;Тест за заваряване, като тестване на якостта на заваръчния шев и ултразвуково изпитване за проверка на качеството на заваряване.
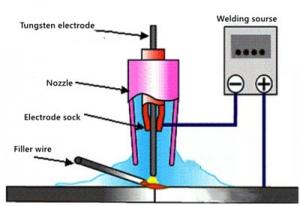
3. Заваряването в защитен газ може да бъде разделено на заваряване в защитен газ (TIG заваряване), заваряване в защитен газ (MAG заваряване). Заваряване в защитен газ (TIG и MIG заваряване).Очевидно аргонът се използва по-често поради по-ниската си цена, така че заваряването с метална дъга в защитен газ в инертен газ е известно също като заваряване с аргон.Заваряването с волфрамов инертен газ е процес на заваряване, при който волфрам или волфрамова сплав се използва като електроден материал, а дъгата, генерирана между електрода и основния материал, се използва за разтопяване на основния материал и запълване на проводника под защитата на инертен газ .
TIG, известен също като газово дъгово заваряване (GTAW), е метод за създаване на дъга между волфрамов електрод и основен метал под защита от инертен газ, така че основният метал и материалът на заваръчната тел да могат да бъдат разтопени и след това заварени.Включва DC TIG заваряване и AC TIG заваряване.
DC TIG заваряването използва източник на захранване за електродъгово заваряване с постоянен ток като източник на енергия за заваряване, с изключително отрицателна мощност и положителен основен материал.Използва се главно за заваряване на неръждаема стомана, титан, мед и медни сплави.Източникът на заваръчна мощност при AC TIG заваряване е от AC дъгата, а анодът и катодът на основния материал са променени.Прегряването на EP полярния електрод може да премахне повърхностния оксиден слой на основния материал, използван главно за заваряване на алуминий, магнезий и други сплави.
При операция по заваряване TIG (GTAW) заварчикът може да бъде със заваръчен пистолет в едната ръка и заваръчна тел в ръката, подходящ за работа в малък мащаб и ремонт на ръчно заваряване.TIG може да се заварява почти всички индустриални метали, предлага добра заваръчна форма, по-малко шлака и прах може да се използва широко в тънка и дебела стоманена плоча.
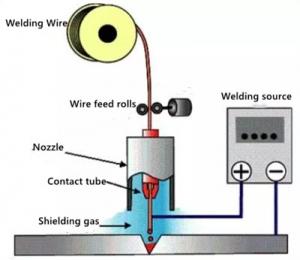
Заваряването с MAG (метален активен газ) използва CO₂ или смес от аргон и CO₂ или кислород (активен газ).Заваряването с газ CO₂ понякога се нарича дъгово заваряване с CO₂.Оборудването за MIG и MAG заваряване е сходно по това, че може да се захранва от горелката чрез автоматично телоподаващо устройство и е подходящо за автоматично заваряване, да не говорим за ръчно заваряване.Основната разлика между тях е в защитния газ, като първият обикновено е защитен от чист газ аргон, подходящ за заваряване на цветни метали;MAG заваряването използва главно газ CO₂ или активен газ със смес от аргон CO₂, а именно Ar+2%O₂ или Ar+5%CO₂, подходящ за заваряване на високоякостна стомана и високолегирана стомана.За да се подобри ефективността на процеса на заваряване с CO₂, CO₂+Ar или CO₂+Ar+O₂ смесен газ или тел с флюсова сърцевина също може да се използва.MAG заваряването се характеризира с бърза скорост на заваряване, висока ефективност на запалване на дъгата, дълбок басейн, висока ефективност на отлагане, добър външен вид, лесна работа, подходящо за високоскоростно импулсно MIG (GMAW) заваряване.
Fast се ангажира с научноизследователска и развойна дейност и производство нахидравлични цилиндрии хидравлични системи, обслужващи клиенти и осигуряващи на служителите по-добър живот.Към днешна дата сме помогнали на хиляди клиенти по целия свят, предоставяйки експертен опит в дизайна на хидравлични цилиндри и системи с конкурентни предимства.
Време на публикуване: 16 септември 2022 г